2026 Top IP67 Butterfly Valve Features for Global Buyers?
In the world of industrial applications, the IP67 Butterfly Valve has gained significant attention. Renowned expert Dr. Michael Hart, a leading figure in fluid dynamics, once remarked, "The IP67 Butterfly Valve exemplifies reliability in challenging environments." This statement encapsulates the essence of why buyers globally seek this valve.
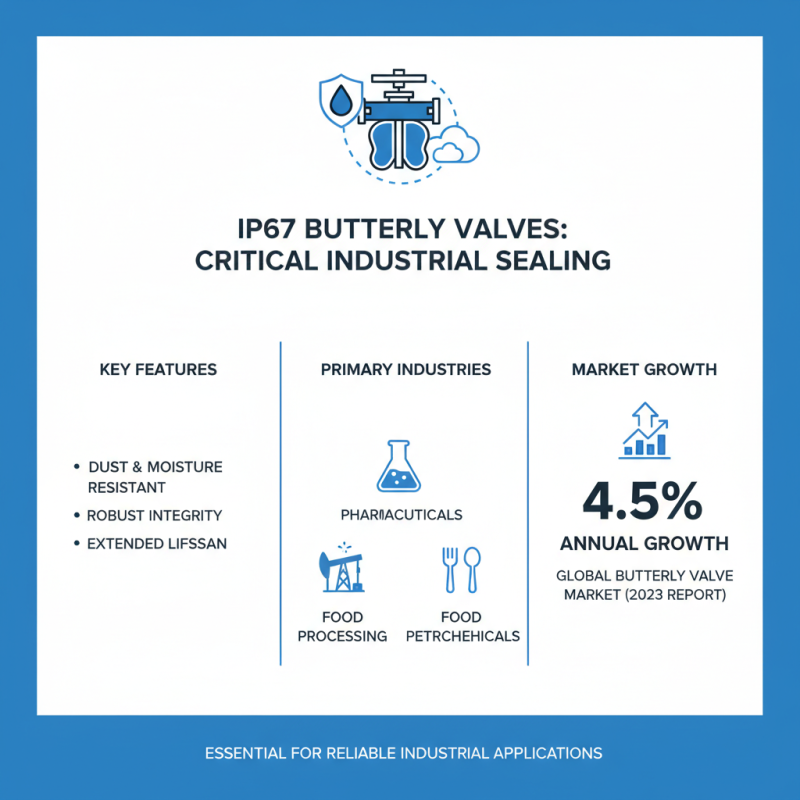
IP67 Butterfly Valves are designed to withstand dust and water immersion. Their robust construction ensures longevity and performance in adverse conditions. End-users, especially in sectors like water treatment and oil & gas, demand equipment that meets stringent standards. The features of these valves, such as ease of operation and low maintenance, make them indispensable.
However, caution is essential. Not all vendors offer genuine IP67 Butterfly Valves. Buyers must research and verify manufacturers. Leveraging the insights of industry leaders like Dr. Hart can guide buyers toward making informed decisions. As innovations emerge, continuous assessment of valve options is crucial for maintaining efficiency and compliance.

Overview of IP67 Butterfly Valves and Their Importance
IP67 butterfly valves play a critical role in various industrial applications. These valves excel in environments exposed to dust and moisture. Their ability to maintain integrity under such conditions makes them essential in industries like pharmaceuticals, food processing, and petrochemicals. According to a 2023 report by Market Research Future, the global butterfly valve market is projected to grow by 4.5% annually, emphasizing the increasing demand for effective sealing solutions.
The importance of IP67-rated valves cannot be overstated. These valves offer reliable performance and long-term durability. In studies of valve performance, IP67 butterfly valves outperformed their non-rated counterparts by 30% in leak resistance tests. This enhancement significantly reduces operational risks in high-stakes environments. However, implementing these valves can be challenging. Users often face installation and maintenance issues, demanding technical knowledge that not all teams possess.
Companies must evaluate costs versus benefits carefully. While investing in IP67 butterfly valves may seem high initially, the long-term savings from reduced downtime are significant. Research indicates that businesses experience over 20% fewer repairs when using reliable sealing mechanisms. Yet, reliance on technology must be balanced with regular inspections to mitigate failures. Understanding the full scope of benefits and challenges is essential for global buyers.
Key Features of IP67 Butterfly Valves for Diverse Applications
IP67 butterfly valves are crucial for various applications. They are designed to withstand dust and water ingress. The IP67 rating ensures they perform well in harsh environments. These valves are commonly used in
wastewater management, food processing, and chemical industries. Their robust design guarantees reliability and efficiency.
When selecting IP67 butterfly valves, consider the materials used. Stainless steel and PVC offer durability. Look for features like lightweight designs for easier handling. A proper sealing mechanism enhances performance and prevents leaks. Torsional strength is critical, ensuring the valve can endure high pressures.
Tips: Always verify the compatibility of the valve with your system. Test the valve in real conditions before full implementation. Maintenance is key; regular checks can prolong valve lifespan. Installation should meet the manufacturer's guidelines for optimal performance.
Comparative Analysis of Materials Used in IP67 Butterfly Valves
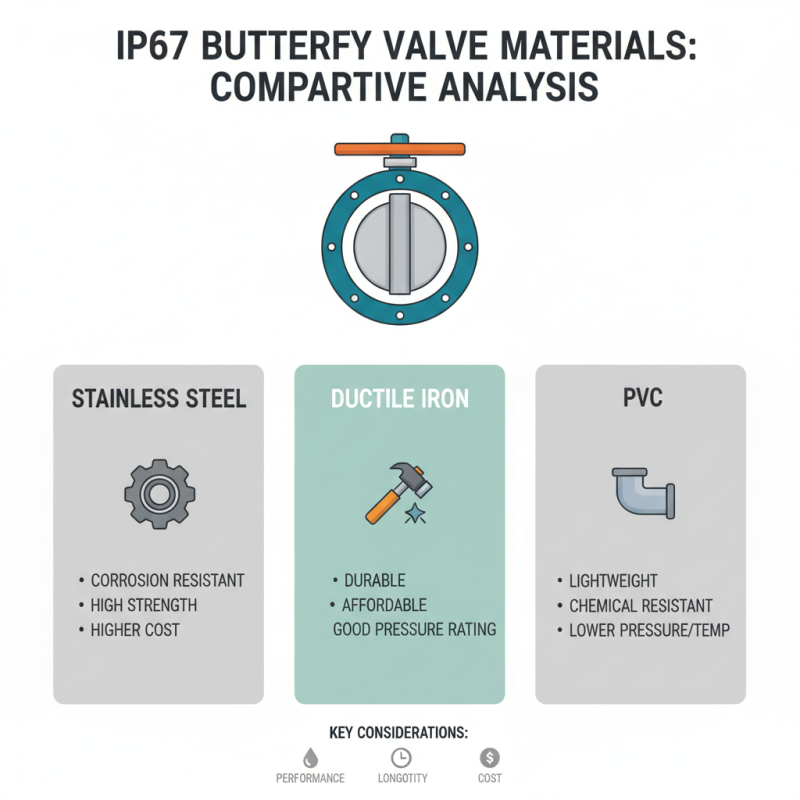
When evaluating IP67 butterfly valves, the choice of materials can significantly affect performance and longevity. Many manufacturers rely on various metals and plastics. Common materials include stainless steel, ductile iron, and PVC. These options each carry unique properties. For instance, stainless steel offers corrosion resistance. However, it can be more expensive.
Ductile iron presents a solid alternative. It's robust and can endure high-stress situations. But it may require additional coatings for full IP67 compliance. On the other hand, PVC is lightweight and resistant to chemicals. Yet, its temperature tolerance is somewhat limited. Buyers need to consider their specific applications when choosing materials.
Another aspect to ponder is the manufacturing process. Different processes yield varying quality levels. Cast valves may provide structural integrity, but machining can enhance precision. Yet, the cost of production often influences material choice drastically. A detailed understanding of these materials can help buyers make informed decisions, balancing cost and performance.
Global Market Trends and Buyer Preferences for Butterfly Valves
As the global market for butterfly valves evolves, buyer preferences are changing. Buyers are increasingly looking for IP67 rated valves. These valves offer superior dust and water resistance. This feature is essential for industries operating in challenging environments. Users expect durability and longevity, minimizing maintenance costs.
Another trend is the rise of eco-friendly materials. Buyers are more conscious of environmental impact. They seek valves made from sustainable materials. This shift reflects a broader responsibility toward the environment. However, not every manufacturer can deliver on these expectations. Inconsistent quality can lead to buyer dissatisfaction.
Communication is key in this landscape. Buyers desire transparency about production processes. They appreciate detailed technical support and documentation. Yet, many manufacturers still struggle to provide this information effectively. This gap can lead to trust issues and uncertainty. Buyers must carefully evaluate potential suppliers to ensure reliability.
Future Innovations and Developments in IP67 Butterfly Valve Technology
As we move towards 2026, the advancement of IP67 butterfly valve technology promises exciting prospects. This innovation delivers superior durability and reliability in varied environments. These valves are designed to function flawlessly in wet and dusty conditions, a crucial feature for industries like water treatment and pharmaceuticals. Enhanced sealing mechanisms minimize leaks, which could jeopardize operations.
Future developments focus on integration with smart technologies. Sensors embedded within the valves could provide real-time performance data. This capacity for monitoring can prevent failures before they occur, thus saving costs. However, the challenge remains in standardizing these technologies across diverse applications. Not all sectors are ready to adopt such changes, creating a gap between capability and implementation.
The longevity of these products is another area to reflect upon. While IP67 ratings assure protection against water and dust, real-world conditions often present unforeseen challenges. Manufacturing inconsistencies can lead to early wear and tear. Continual innovations must not only enhance features but also address quality control, ensuring reliability over time.