Leave Your Message
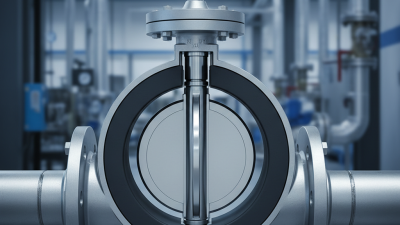
In the realm of industrial applications, the choice of valve materials plays a critical role in ensuring operational efficiency and longevity. Ebonite Lining Butterfly Valves have emerged as a preferred solution for various sectors due to their unique properties, particularly in handling abrasive and corrosive fluids. According to a recent industry analysis by MarketsandMarkets, the global butterfly valve market is expected to grow substantially, reaching an estimated value of $8.7 billion by 2026, as industries seek reliable and durable valve solutions.
Ebonite, a hard rubber compound known for its resilience and resistance to chemicals, presents significant advantages in demanding environments. The adoption of Ebonite Lining Butterfly Valves can reduce maintenance costs and enhance system reliability. For instance, studies have shown that valves with Ebonite linings can operate effectively in temperature ranges up to 120°C and offer improved wear resistance against harsh media, making them suitable for applications in chemical processing and wastewater management.
Furthermore, the increasing emphasis on sustainable practices in industry is propelling the demand for components that minimize leaks and energy loss. Ebonite Lining Butterfly Valves offer tight sealing capabilities, contributing to reduced emissions and better environmental compliance. With these compelling benefits, it is clear that Ebonite Lining Butterfly Valves are becoming an indispensable component in modern industrial operations, addressing both efficiency and sustainability concerns.

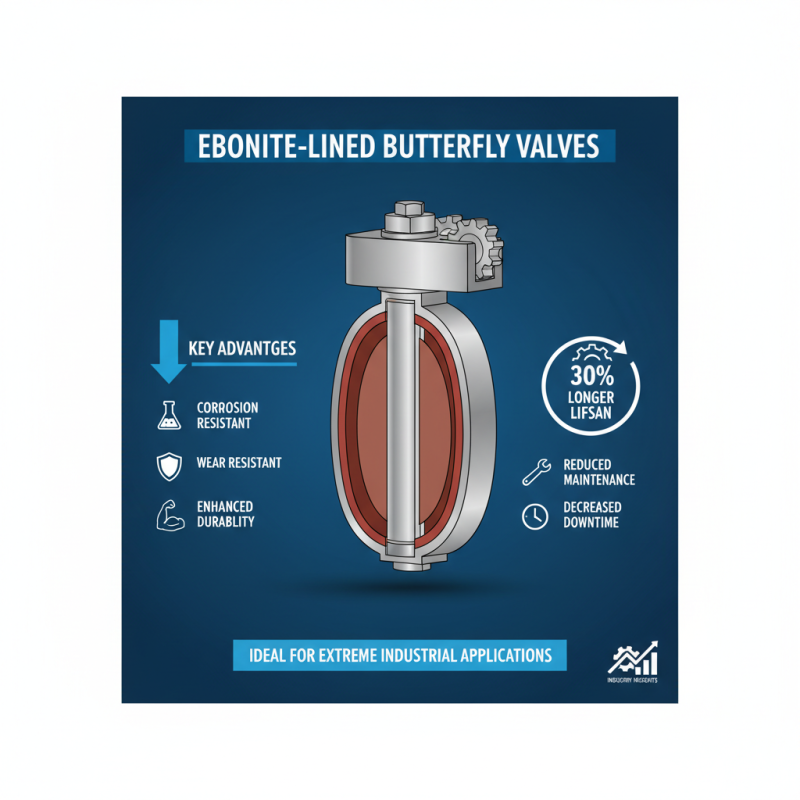
Ebonite lining in butterfly valves offers significant advantages for various industrial applications, particularly in environments that demand resilience against corrosion and wear. The robust properties of ebonite, a type of vulcanized rubber, enhance the overall durability of butterfly valves. According to a recent industry report, valves lined with ebonite can withstand extreme conditions and exhibit a life span that is 30% longer than those lined with traditional materials, effectively reducing maintenance costs and downtime.
Utilizing ebonite lining not only protects the valve body but also improves flow characteristics. The smooth surface of ebonite minimizes turbulence, allowing for efficient fluid movement. This is especially critical in industries such as chemical processing and water treatment, where operational efficiency is paramount. For instance, a study indicated that ebonite-lined valves could reduce energy consumption by up to 15% compared to conventional valve linings, translating to substantial cost savings over time.
Tips: When selecting butterfly valves for your application, consider the specific environmental conditions, including temperature and chemical exposure. Ebonite linings are particularly effective for handling aggressive media, so ensure compatibility for optimal performance. Regular inspections can also enhance the longevity of your valves, as proactive maintenance is key to avoiding costly replacements.